激光熔覆联系人:孙总
联系电话:13352311688(微信同步)
激光熔覆联系人:于总
联系电话:13082298988(微信同步)
电话:0417-3315258 3315266
传真:0417-3315268
邮编:115014
Q Q:3096312882
邮箱:3096312882@qq.com
网址:www.ylgdkj.cn
地址:营口市金牛山大街东195号
激光熔覆技术最重要特点是热量集中,加热快冷却快热影响区小,特别对不同材质之间熔融有着其它热源无法比拟的特点,也正是这一特殊的加热和冷却过程,在熔铸区域产生的组织结构也不同于其它熔覆(喷焊·堆焊·普通焊接等)手段,甚至可以产生非晶态组织,特别是脉冲激光更为明显。这就是所谓激光熔覆不变形无退火的原因。但我以为这只是从工件整体宏观讲,而当你对熔覆层和热影响区进行微观分析时,你会看到另一种景象,这一点我将在后面讲到。
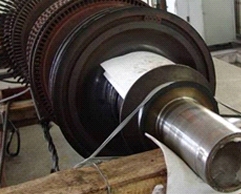
激光熔覆层的尺寸大小和位置可以精确控制,设计专门的导光系统,可对深孔、内孔、凹槽、盲孔等部位激光处理,采用一些特殊的导光系统如宽带扫描系统,可以使单道激光熔覆层宽度达到20~30mm,每次熔覆的最大厚度可达3mm以上。通过多道搭接可以实现工件表面的大面积和大厚度激光熔覆,满足不同形状、尺寸的轧辊等典型易损件的激光表面强化与修复的要求。

在电弧焊中,人们常采用焊接线能量或热输入(二者的单位均为J·m-1)来描述和评价焊接过程中电弧电压、焊接电流和焊接速度等焊接规范参数对焊缝熔深的影响,但是这两个参数都没有考虑电弧作用面积对焊缝熔深的影响。如果用电弧焊中的焊接线能量或热输入来综合评价激光焊接过程中焊接规范参数对焊缝熔深的影响,则不能反映离焦量及焦点尺寸对焊缝熔深的影响。若考虑离焦量的影响,用热输入来评价激光焊接过程中焊接规范参数对焊缝熔深的影响,则容易和电弧焊中的热输入在物理意义上混淆。